
MRS-Technology®
Each product shows distinct reflectances and scatterings for the applied incident light spectrum. It has its own optical fingerprint dependent on the sample composition (constituents, concentration).
The MRS-Technology® (Multi Reflectance Spectroscopy) quantifies these fingerprints by illuminating the sample through an optical window at different wavelengths and detecting/recording for each wavelength several reflected product specific intensities.
Incident light of multiple wavelengths (> 20) in the range of UV-VIS-NIR (can be customized) is transmitted through optical fibers and the optical window into the sample. Receivers are positioned in a way that they get the reflected and scattered signals originating from different regions of sample in one short measurement.
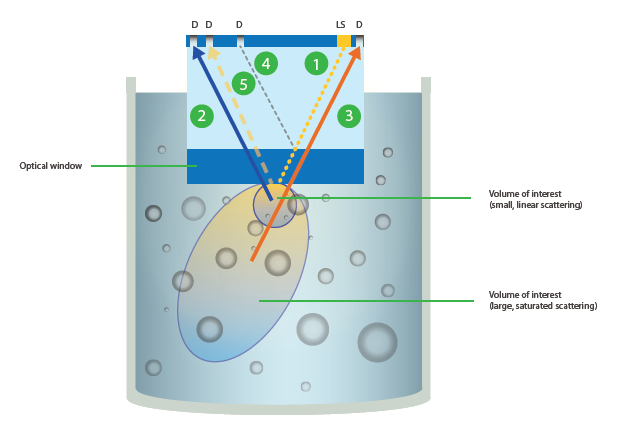
In this manner, linear scattered (small VOI), saturated scattered (large VOI) as well as the refracted light intensities are obtained. These comprehensive data allow to determine the specific optical properties of the given product. In the graphic scheme, incident light (1) from a multiwavelength source (LS) illuminates a small or large volume of interest of the sample. Received scattered light intensities (2, 3) from different sample regions are recorded by differently localized detectors (D) to characterize the product. Reflectance intensities at upper and lower part of sensor window (4, 5) are utilized as references.
Even more, product parameters, like fat or protein content, particle size and concentration, are calculated automatically by the LUMiFlector® based on product specific pre-calibration using multivariate statistical methods (Multi linear regression). Due to MRS-Technology®, the LUMiFlector® operation is very flexible and can be adopted for many application fields. Parameters for process control and QC can be determined in less than 20 seconds.